To be honest, I've never had much interest in continental girls, top of the charts are all from further East. Better looking and better attitudeLeMaudit wrote:You have now all the basics to meet French girls... and succeed!
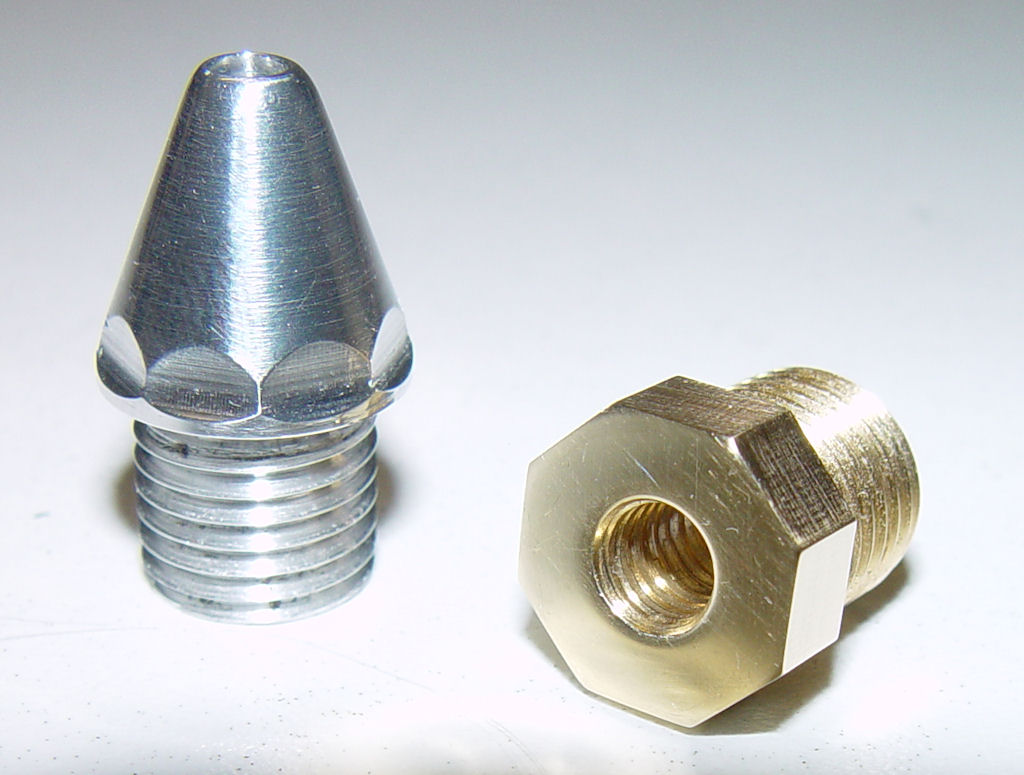
Machined pengun - Dimply
-
jackssmirkingrevenge

- Five Star General

- Posts: 26219
- Joined: Thu Mar 15, 2007 11:28 pm
- Has thanked: 582 times
- Been thanked: 348 times
hectmarr wrote:You have to make many weapons, because this field is long and short life


-
jackssmirkingrevenge
- Five Star General
- Posts: 26219
- Joined: Thu Mar 15, 2007 11:28 pm
- Has thanked: 582 times
- Been thanked: 348 times
LOLOLOLOL!LeMaudit wrote:Quebecois are like French, but on a good mood.
There you go, we're of the same mindBut... my wife if from Slavic origin... so... I'm not qualified to give advices
hectmarr wrote:You have to make many weapons, because this field is long and short life
I will do my best to do the flats during the week. Half of my customers are on holiday, so the heat is down 
About how to solve your compulsive gluing problem, here's a big hint:
Index Block

About how to solve your compulsive gluing problem, here's a big hint:
Index Block
I HAZ A BANG!
-
inonickname

- First Sergeant 4

- Posts: 2606
- Joined: Sun Dec 07, 2008 3:27 am
Why not tell him to make some disposable ones with a piece of hex stockLeMaudit wrote:I will do my best to do the flats during the week. Half of my customers are on holiday, so the heat is down
About how to solve your compulsive gluing problem, here's a big hint:
Index Block
PimpAssasinG wrote:no im strong but you are a fat gay mother sucker that gets raped by black man for fun

-
inonickname
- First Sergeant 4
- Posts: 2606
- Joined: Sun Dec 07, 2008 3:27 am
Oh, I thought you wanted him to use indexing blocks instead of the rotary table. Makes sense now. 
PimpAssasinG wrote:no im strong but you are a fat gay mother sucker that gets raped by black man for fun
Okay, enough clues. Or we'll lost JSR in a metal chip cutting mayhem 
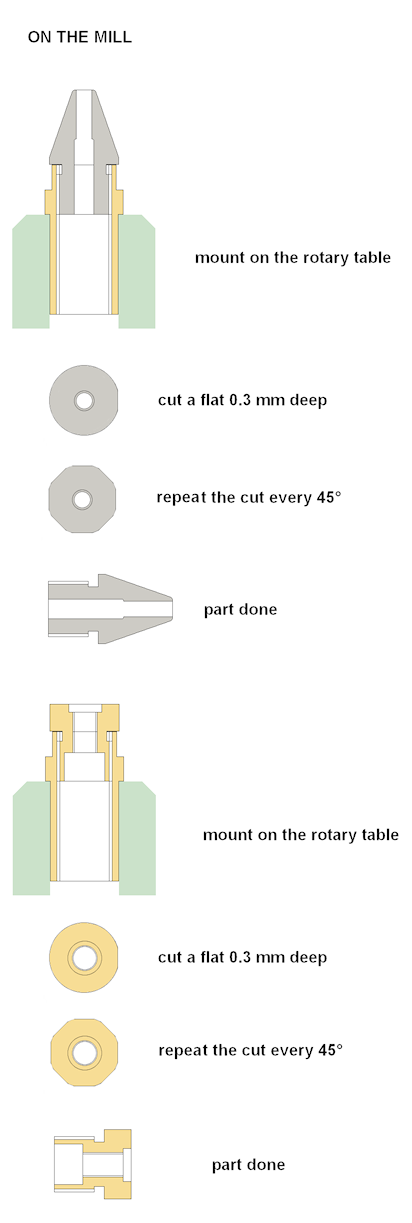
If you take the brass holder and make an indexer out of it on the rotary table, by cutting 8 flats on the longer cylinder part, then you can later use it as a simple indexer on the vise, holding the nose and with the barrel going through.
After that it's only a matter of setting the end mill to the proper height and cutting a flat, rotating to the next flat on the vise, cutting again, etc...
JSR: Do that only when you are sure you don't need to grip the tube in the chuck again, as will be quite difficult to grip it with 8 flats on 3 jaws chuck
[edit]] I will keep on the nose a full diameter just before the flat or there will not be enough contact left on the joint, and I will use a rounded end mill... just for fun
If you take the brass holder and make an indexer out of it on the rotary table, by cutting 8 flats on the longer cylinder part, then you can later use it as a simple indexer on the vise, holding the nose and with the barrel going through.
After that it's only a matter of setting the end mill to the proper height and cutting a flat, rotating to the next flat on the vise, cutting again, etc...
JSR: Do that only when you are sure you don't need to grip the tube in the chuck again, as will be quite difficult to grip it with 8 flats on 3 jaws chuck
[edit]] I will keep on the nose a full diameter just before the flat or there will not be enough contact left on the joint, and I will use a rounded end mill... just for fun
I HAZ A BANG!
-
warhead052
- Staff Sergeant 3

- Posts: 1769
- Joined: Mon Mar 21, 2011 5:41 pm
So maudit, when does the cartridge carnival start? I would say start with hybrid and work your way down. Make the easiest last.
-
jackssmirkingrevenge
- Five Star General
- Posts: 26219
- Joined: Thu Mar 15, 2007 11:28 pm
- Has thanked: 582 times
- Been thanked: 348 times
What I was thinking was threaded tube in the rotary table, though thinking about it the mill probably won't go high enough to reach the nose with the added lift of rotary table + chuck.
See, if I hadn't hidden my credit card I would have spent another $156!LeMaudit wrote:quite difficult to grip it with 8 flats on 3 jaws chuck
hectmarr wrote:You have to make many weapons, because this field is long and short life
-
velocity3x

- Corporal 4

- Posts: 828
- Joined: Fri Jun 05, 2009 3:09 pm
- Location: Yuma, Arizona
- Contact:
JSR,jackssmirkingrevenge wrote:See, if I hadn't hidden my credit card I would have spent another $156!
I'm glad you didn't spend the money. A 4 jaw independent chuck has more utility than a 4 jaw self-centering chuck.
-
jackssmirkingrevenge
- Five Star General
- Posts: 26219
- Joined: Thu Mar 15, 2007 11:28 pm
- Has thanked: 582 times
- Been thanked: 348 times
Noted:
... but yes, as posted elsewhere, no more buying tools for the time being.
$28 cheaper too4-Jaw independent jaw chucks have four advantages over a 3-Jaw Chuck.
One, they can be used to hold irregular shaped parts.
Two, with the use of a dial indicator, they can be used to center parts with a great deal of accuracy.
Three, 4-Jaw Chucks can be used to deliberately hold a part off center;
Four, they can clamp stock in a tighter grip. This is a valuable asset when machining cams, crankshafts and other similar parts.
... but yes, as posted elsewhere, no more buying tools for the time being.
hectmarr wrote:You have to make many weapons, because this field is long and short life
Very true! I just bought one... just waiting for an eccentric turning projectA 4 jaw independent chuck has more utility than a 4 jaw self-centering chuck.
JSR: Remember that you can also mill with the head horizontally. To mill a flat for example, you could do it moving horizontally the tip of a end mill... or it's side up and down. And your column have a lot more possible rotations than the one I am using in the video.
I HAZ A BANG!
-
jackssmirkingrevenge
- Five Star General
- Posts: 26219
- Joined: Thu Mar 15, 2007 11:28 pm
- Has thanked: 582 times
- Been thanked: 348 times
Aren't they allLeMaudit wrote:just waiting for an eccentric turning project
Yep, still have to get my head around all the possible configurations and axes, which is important with my tiny cross slide... though really in this case, a bit of gentle heating and removing the nose plug from the barrel really is much, much simpler!Remember that you can also mill with the head horizontally. To mill a flat for example, you could do it moving horizontally the tip of a end mill... or it's side up and down. And your column have a lot more possible rotations than the one I am using in the video.
hectmarr wrote:You have to make many weapons, because this field is long and short life
Step 10: The flats are cut for the nose and the valve plug.
I changed a little the original plan:
The nose's flat leave a full aluminum diameter for sealing. I was afraid there was not enough material left by cutting as in the 3D
Also, the plug's flats are a little deeper, to accommodate a standard 1/2 wrench
[YouTube][/YouTube]
Now it's only a matter of dimples....
I changed a little the original plan:
The nose's flat leave a full aluminum diameter for sealing. I was afraid there was not enough material left by cutting as in the 3D
Also, the plug's flats are a little deeper, to accommodate a standard 1/2 wrench
[YouTube][/YouTube]
Now it's only a matter of dimples....
I HAZ A BANG!
Create an account or sign in to join the discussion
You need to be a member in order to post a reply
Create an account
Not a member? register to join our community
Members can start their own topics & subscribe to topics
It’s free and only takes a minute
Sign in
-
- Similar Topics
- Replies
- Views
- Last post
-
- 14 Replies
- 17351 Views
-
Last post by Blitz
-
- 32 Replies
- 22575 Views
-
Last post by Gun Freak
-
- 4 Replies
- 10119 Views
-
Last post by Anatine Duo
-
- 4 Replies
- 5080 Views
-
Last post by MrCrowley
-
- 17 Replies
- 10724 Views
-
Last post by POLAND_SPUD